
Pracovný postup, ktorým je možné dosiahnuť zmenu medziatomárnych väzieb kovov, je stále obľúbenejší nielen v profesionálnom nasadení. Dostupnosť zváracích agregátov - najmä ľahkých invertorov - sprístupnila kvalitné zváranie aj domácim majstrom. Pojmy ako MIG, MAG alebo TIG tak zaznievajú už aj z domácich dielní a garáží. Poznáte rozdiely medzi MIG a MAG zváraním? Viete, v akých prípadoch ich používať a na čo dávať pozor pri týchto druhoch zvárania? Čítajte ďalej.
MIG/MAG zváranie - najrozšírenejšia metóda spájania kovov
Postupom vývoja zváracích technológií bolo objavených niekoľko možností, ako dosiahnuť výsledok pevného nerozoberateľného spoja kovových konštrukcií. Najrozšírenejšou metódou spájania najmä železných kovov je dnes MIG/MAG zváranie.
V oboch prípadoch ide o zváranie v ochrannej atmosfére, ktorú vytvára plyn do miesta zvaru dopravovaný z tlakových fliaš ohybnými hadicami. Prídavný materiál je tvorený zváracím drôtom, ktorý sa postupne odvíja z cievky pomocou podávača. Všetko súčasne ústi do miesta zvaru pomocou špeciálneho horáka.
Plyny na zváraní majú v prípade oboch spomínaných metód funkciu ochrany pred atmosférickou oxidáciou. Tavný kúpeľ tak vôbec neprichádza do styku so vzdušným kyslíkom
- vďaka prúdu inertného plynu (obvykle argónu alebo zmesi argónu a hélia) v prípade zvárania MIG (z angl. Metal Inert Gas) alebo
vďaka tomu, že aktívny plyn (najčastejšie CO2 alebo jeho zmes s niektorým z inertných plynov) molekuly kyslíka nadviaže. To platí pri metóde zvárania MAG (z angl. Metal Active Gas). Zváranie MAG je preto nazývané aj ako zváranie CO2.
Kedy použiť zváranie MIG a kedy sa zase hodí MAG?
Rozhodnutie o voľbe konkrétnej metódy je predovšetkým otázka zváraného materiálu. Zváranie s použitím inertného plynu MIG je prípad výroby pracujúci skôr s neželeznými kovmi ako je hliník, horčík alebo titán. Aktívny plyn pri metóde MAG potom využijete, pokiaľ hľadáte možnosť zvárania nízko-, stredne a vysokolegovaných ocelí.
MIG/MAG zváracie procesy majú univerzálne uplatnenie. Používajú sa v kovospracujúcom priemysle, pri výrobe oceľových konštrukcií, ale aj pri stavbách lodí alebo v automobilovom priemysle. Je s nimi možné zvárať diely z rôznych (nielen) hutníckych materiálov, najrôznejších hrúbok a tvarov.
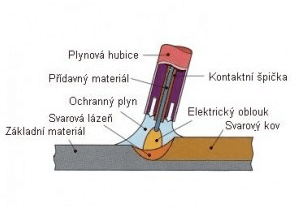
Princíp MIG/MAG zvárania
.png)
Zdroj: Schinkmann.cz
Pri zváraní metódou MIG/MAG sa používa jednosmerný prúd. Oblúk horí medzi zvarencom a taviacou sa drôtovou elektródou - tá je zároveň prídavným materiálom a je tzv. nekonečná. Pomocou pohonnej jednotky sa privádza do kontaktnej špičky z cievky alebo bubna.
Ako prídavné materiály sa dajú použiť buď plné, alebo trubičkové drôty (pri zváraní MIG/MAG sa väčšinou používajú tie plné.) Ochranný plyn prúdi z plynovej hubice, ktorá obklopuje elektródu, chráni oblúk a tavný kúpeľ pred kontaktom so vzdušným kyslíkom.
- vďaka prúdu inertného plynu (obvykle argónu alebo zmesi argónu a hélia) v prípade zvárania MIG (z angl. Metal Inert Gas) alebo
- vďaka tomu, že aktívny plyn (najčastejšie CO2 alebo jeho zmes s niektorým z inertných plynov) molekuly kyslíka nadviaže. To platí pri metóde zvárania MAG (z angl. Metal Active Gas). Zváranie MAG je preto nazývané aj ako zváranie CO2.
Druhy oblúkov
Existuje niekoľko druhov oblúkov: krátky, prechodový, sprchový, pulzný alebo rotujúci. Hranice medzi nimi sú plynulé. Samotný oblúk vzniká v uzavretom elektrickom obvode medzi elektródou a zvarencom. Drôtová elektróda má (takmer vždy) kladnú polaritu. Počas fázy oblúka prechádza materiál taviacej sa elektródy na zvarenec - tento prechod závisí na napätí a rýchlosti podávača drôtu.
Zdroj: Schinkmann.cz
Krátky oblúk
Malé napätie a nízka rýchlosť drôtu. Možnosť zvárania takmer vo všetkých polohách. Oblúkové zváranie s krátkym oblúkom je vhodné najmä na zváranie tenkých plechov a koreňových vrstiev.
Prechodový oblúk
Striedanie skratov a rozstrekových prechodov v nepravidelných intervaloch - dochádza k zvýšenej tvorbe rozstrekov. Je lepšie sa tomuto typu oblúka vyhýbať.
Sprchový oblúk
Horí trvalo bez prerušenia skratu. Prídavný materiál prechádza vysokou rýchlosťou v drobných kvapkách do zváracieho kúpeľa. Vysoký odtavný výkon a hlboký prievar. Vhodný na zváranie hrubších plechov.
Pulzný oblúk
Prechod materiálu sa riadi pulzmi tak, aby sa vylúčili nežiaduce skraty. Univerzálne použiteľný oblúk s veľmi malým rozstrekom. Vhodný na zváranie najrôznejších druhov a hrúbok materiálov vo vysokej kvalite.
Rotujúci oblúk
Mimoriadne výkonný oblúk vhodný na zváranie veľmi silných zvarencov. Táto metóda je možná iba v mechanizovanej podobe a má preto obmedzené možnosti použitia.
Využite výhody MIG/MAG a vyhnite sa základným chybám pri zváraní

Obidve najpoužívanejšie metódy MIG a MAG vynikajú predovšetkým rýchlosťou samotného procesu zvárania, nízkymi nákladmi na prevádzku a jednoduchosťou. Práve to ich sprístupňuje širokému spektru pracovníkov aj výrobných dielní vrátane tých najskromnejších. Jediné, čo je potrebné si ustrážiť je pracovné prostredie bez prievanu, ktorý by negatívne ovplyvňoval stabilitu horenia oblúka. Nutné je tiež držať nielen zvárané diely, ale aj prídavný materiál v čistote bez mastnoty a hrdze.
Aby ste dosiahli čo najlepší výsledok, je potrebné dôsledne dbať na technologickú disciplínu - to platí vo svojej podstate pri akomkoľvek priemyselnom procese. V prípade zvárania ktoroukoľvek metódou je potom reč predovšetkým o pôsobení vlhkosti. Nedostatočne vysušené elektródy sú najčastejšou príčinou bublín a pórov znižujúcich homogenitu kovu v mieste zvaru. Trhliny potom spôsobia nevhodné chemické zloženie základného alebo prídavného materiálu či ich nedostatočné natavenie.
Výhody MIG/MAG
- Vysoký odtavný výkon a jednoduché zapálenie oblúka
- Vhodné pre mechanizované a automatizované zváranie
- Vysoká rýchlosť zvárania bez tvorby trosky
- Dobre použiteľné v náročných polohách
- Nízke náklady na prídavný materiál
Nevýhody MIG/MAG
- Obmedzená možnosť zvárania vonku alebo v prievane
- Citlivosť na vlhkosť a hrdzu
- Náchylnosť k neprevareniu a pórovitosti
- Vysoké riziko tvorby rozstrekov
Ďalšie druhy zvárania
Na spájanie konštrukcií, kde je dôležitý výsledný zvar a na zváranie neželezných kovov je vhodné použiť metódu zvárania TIG (z angl. Tungsten Inert Gas). Už názov napovedá, že ide opäť o spôsob založený na ochrane atmosférou inertného plynu, tentokrát ale s využitím netaviacej sa wolframovej elektródy. Prídavný materiál tvoriaci zvarovú húsenicu je zváračom dodávaný v podobe kusového drôtu, výnimočne je možné využiť aj spájanie bez dodávky prídavného materiálu len pomocou natavenia dvoch materiálovo zhodných častí.
Najstaršia metóda ručného zvárania elektrickým oblúkom sa označuje skratkou MMA zváranie (z angl. Manual Metal Arc). Na vytvorenie väzieb sa používa natavenie základného spájaného materiálu a tiež toho prídavného v podobe ručne prikladanej elektródy na zváranie. Pôsobením tepla vďaka horeniu elektrického oblúka vzniká zvarový kúpeľ, ktorý po vychladnutí získa požadovanú pevnosť. Zároveň vzniká troska, ktorá má ochrannú funkciu pri chladnutí spoja. Tá musí byť v prípade ďalšieho vrstvenia zvaru vopred dôkladne odstránená.
Viete, že …
Práve vytvorenie vysokej teploty je podmienkou možnosti rozrušenia do tej doby silných väzieb medzi jednotlivými atómami kovov a pri následnom chladnutí vytvorenie väzieb nových. Na tento účel sa svojho času používala kováčska vyheň, ktorá ale sama o sebe ešte nezmohla nič, pokiaľ sa k teplote nepridal aj tlak údermi kováčskych kladív. Až s objavom elektrického prúdu bolo možné dosiahnuť teploty tak vysokej, že sa proces obišiel úplne bez pôsobenia tlaku – zvárania.
Prečítajte si tiež:
Ako svojpomocne zvariť plot: Sprievodca pre domácich majstrov
Zváranie jokloviny obalenou elektródou: Kompletný návod krok za krokom
Bodové zváranie svojpomocne v skratke
© ATREON